| 鍛金加工技術の解説 魚住双全 |
PAGE | 1 | 2 | 3 | |
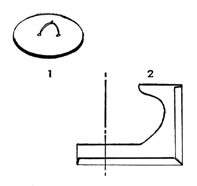
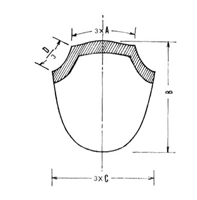
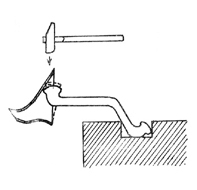
| 7. 仕上げ 工具は絞りに使用した各鳥口を用い、金鎚はコシキ鎚の頭の軽いのを使用する。仕上げを行なう際は地金に焼鈍しを行わず鎚打ちだけで形を整え金属を堅くし、同時に表面の凸凹を無くし鎚目を細かく均していく。 初めは胴中全体の形の決め手となる口径から仕上げる。 ゲージ(図9−1)を口径に当て寸法・形の凹凸を調べ胴中を鳥口の上でゆっくり回転させながら全体を軽く打撃し、凹部は特に強く打ってふくらませ形を整えていく。口径が仕上ったら(図10−2)によって胴中全体の形・寸法を調べ、ゆっくり回転させながら表面の凹凸を無くして口径から底へ向って打撃を行い仕上げていく。写真7は口径から徐々に仕上げられ過程を示す。 また、焼鈍しを行なわずに烏口等の上で金属の同一個所を何度も叩くと、金属は延ばされ、形がふくらみ大きくなるので、仕上げに入る前の寸法は若干小さめに絞っておき、仕上げで製作図面の寸法にあわせる。 最後に底の仕上げを行い、図10のように底の中心を少し浮かせて平丸均し金敷の上でシメ鎚を用いて回転させながら軽く叩く。底を平面に仕上げるには底の中心をあまり強く叩かないようにする。(写真8) |
|
|
|
| 図9 | 図10 |
 |
 |
|
| 写真7-1 | 写真7-2 |
 |
| 写真8 |
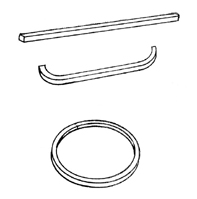
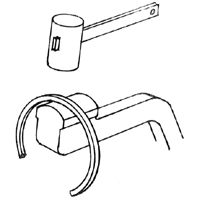
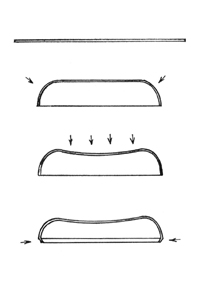
| III 覆輪の製作 1. 材料 銅角棒 6m/m×6m/m 2. 地金取り 胴中の口径外周より4m/m程度短い寸法に地金取りをして成形時の鎚打で地金を延ばし予定寸法にする。 3. 成形 地金を焼鈍した後、地金の端より1/3位のところまでをへの宇鳥口に当てて木槌で打撃し弧に曲げ、次に真中の1/3を曲げて輪を作り両端を合せて、からげ線で結び銀ろう接する(写真9・図11−1・2) ろう接された輪は胴中の口径寸法より僅かに小さく出来上るので、への宇鳥口の上でカラカミ鎚で打撃し徐々に寸法を大きくして胴中に合せた時に隙間の出来ない寸法にまで延ばす。 次に図11−3に示すように角を丸くヤスリ輪全体も丁寧にヤスって胴中に嵌め込んで銀ろう接する。 銀ろう接によって胴中も焼鈍された状態となるので再び胴中全体を軽く鎚打ちして堅くし、覆輪の上面はヤスって凹凸を無くする。(写真10) |
 |
 |
|
| 図11-1 | 図11-2 |
 |
| 図11-3 |
 |
 |
|
| 写真9 | 写真10 |
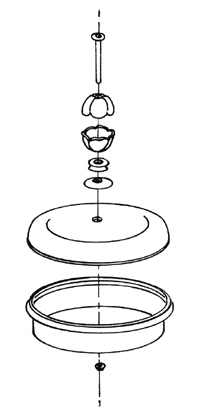
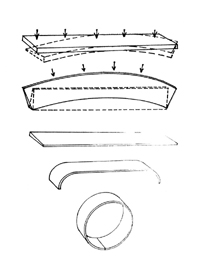
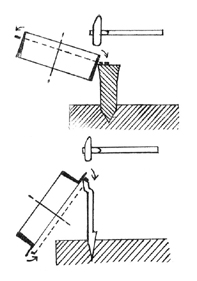
| IV 蓋の製作 蓋はモタセ・上蓋・座金・ウス・ツマミ等を個々に作り各々の中心に細いパイプを通して固定してある。(図12) 1 モタセ 1. 材料 銅板 厚み1.5m/m 2. 地金取り 図面寸法より4m/m程短かい寸法に帯板を地金取りする。 3. 成形 輪に曲げる以前に均一な厚みである地金を角床の上で叩いて薄く延ばす。叩かれた地金は全体が湾曲するので、時々垂直に立てて上から叩いて直し、この作業を何度か繰り返して薄く延ばす。 延ばされた地金を再び図面寸法にあわせて修正し焼鈍しを行なう。(図13−1)次に覆輪を製作した時と同様に、木槌、への字鳥口で地金を延ばさないように輪を作り両端を銀ろう接する。(写真11、図13−2) カラカミ鎚で鎚打ちを行い形を整える際は地金が延びるので手早く仕上げる必要がある。 次に輪の上部を角均しの金敷の角を利用して外側へ直角に広げる。(図14、写真12)外側へ広げた一部を逆に内側へ銀杏葉均し金敷を使用して絞り込む。特にろう接個所を曲げ加工を行う場合は切れ易いので慎重に行う必要がある。(図14、写真13) このようにして出来たモタセを胴中の口へ差し込みスムースに回転する様にヤスリで表面の凹凸を取り除いて仕上げをする。 |
 |
 |
|
| 図13-1・13-2 | ||
 |
||
| 図12 | 写真11 |
 |
 |
|
| 図14-1・14-2 | 図15 |
 |
 |
|
| 写真12 | 写真13 |
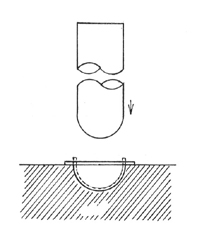
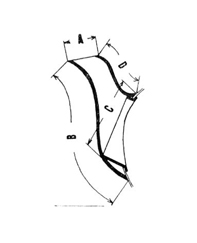
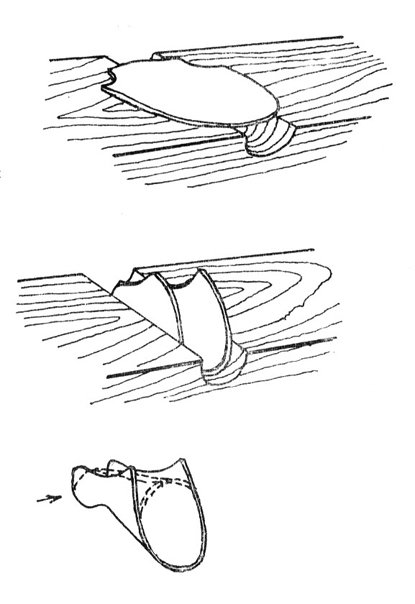
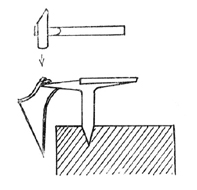
| 2 上蓋 1. 材料 銅板 厚み1.2m/m 2. 地金取り 胴中の地金取り同様に計算し円形の地金取りをする。 3. 成形 地金を焼鈍した後、坊主均し金敷に地金を当てて周囲を一様に絞り込んで、次に角床の上に伏せて置き、中央 シメ鎚又は芋鎚で軽くカラ打ちをして窪ませ、大体の形に作り、最後にへの字鳥口を使用して鎚目を細かく叩き均し仕上げをする。(写真13、図15) モタセとの接合部分は、図15の如く端を内側へ僅か絞り込み嵌め込む。 3 ツマミ 1. 銅板 厚み1.2m/m 2. 成形 ツマミは2つの半球を上下に合せたもので、適当な大きさの銅板を簡単な雄型・雌型でプレスして作り、模様をヤスって、銀ろう接してパフで磨いて仕上げる。(図16・写真14) 4. 蓋の組立 上蓋・座金・ウス・ツマミの中心に細いパイプを通して蓋の内側でワッシヤをはめ、かしめて固定する。(図12) パイプの製作は、厚み0.7m/mの銅板を針金を心棒にして巻き、片方の端に座金をはめて銀ろう接する。 モタセと上蓋は、その周り3個所ほどにハンダを流し固定する。 V 注口の製作 1. 材料 鋼板 厚み 2.0m/m 2. 地金取り 注口のような不規則な動きを持つ形態の地金取りは、初めは単純なパイプを作った後に絞り、曲げ等の加工を施して作るので、全体の形を整理して、必要寸法ABCDを基準にして展開図を求め、型紙を作って地金取りをする。(図17−1・2) 3. 成形 展開図・斜線部分は厚みを現状のままのこし他の部分を角床等の平らな上で0.8m/m位に薄く叩いて延ばし、型紙を当てて地金を修正する。 焼鈍した後、工作台、その他木の窪みを利用して中央を叩いて窪まし、また空打ちを行って徐々に円簡形に曲げ、接点を銀ろう接する。(写真15、図18) 注口の先は水切れの良いように鋭角に尖らせる必要があるので撞木烏口に差して叩き、前へ出し、根本はへの字烏口に当ててふくらみを持せながら絞り込んで行く。(写真16図19−1・2) |
 |
 |
|
| 図16 | 図17 |
 |
 |
|
| 写真14 | 図17-2 |
 |
| 図18 |
 |
 |
|
| 図19-1 | 図19-2 |
 |
 |
|
| 写真15 | 写真16 |